-
 Фрезы для ЧПУ
Фрезы для ЧПУ
-
 Фрезы для ручного фрезера
Фрезы для ручного фрезера
-
 Наборы фрез
Наборы фрез
-
 Комплектующие для фрез
Комплектующие для фрез
-
 Фрезы профильные
Фрезы профильные
-
 Фрезы V-образные
Фрезы V-образные
-
 Фрезы кромочные прямые
Фрезы кромочные прямые
-
 Фрезы радиусное скругление
Фрезы радиусное скругление
-
 Фрезы четвертные
Фрезы четвертные
-
 Фрезы пазовые
Фрезы пазовые
-
 Фрезы пазовые прямые
Фрезы пазовые прямые
-
 Фрезы пазовые галтельные
Фрезы пазовые галтельные
-
 Фрезы для сращивания и мебельной обвязки
Фрезы для сращивания и мебельной обвязки
-
 Фрезы ласточкин хвост
Фрезы ласточкин хвост
-
 Фрезы для врезки петель и замков
Фрезы для врезки петель и замков
-
 Фрезы для выравнивания поверхности
Фрезы для выравнивания поверхности
-
 Фрезы для формирования сфер (бусин)
Фрезы для формирования сфер (бусин)
-
-
 Фрезы со сменными ножами
Фрезы со сменными ножами
-
 Сменные ножи для фрез
Сменные ножи для фрез
-
 Наборы фрез со сменными ножами
Наборы фрез со сменными ножами
-
 Фрезы со сменными ножами прямые
Фрезы со сменными ножами прямые
-
 Фрезы со сменными ножами V-образные
Фрезы со сменными ножами V-образные
-
 Фрезы со сменными ножами обгонные с верхним подшипником
Фрезы со сменными ножами обгонные с верхним подшипником
-
 Фрезы со сменными ножами обгонные с нижним подшипником
Фрезы со сменными ножами обгонные с нижним подшипником
-
 Фрезы со сменными ножами обгонные с верхним и нижним подшипником
Фрезы со сменными ножами обгонные с верхним и нижним подшипником
-
 Фрезы со сменными ножами радиусные с нижним подшипником
Фрезы со сменными ножами радиусные с нижним подшипником
-
 Фрезы со сменными ножами фасочные с нижним подшипником
Фрезы со сменными ножами фасочные с нижним подшипником
-
 Фрезы со сменными ножами четвертные с нижним подшипником
Фрезы со сменными ножами четвертные с нижним подшипником
-
 Фрезы со сменными ножами для выравнивания дна
Фрезы со сменными ножами для выравнивания дна
-
 Винты и пылезащита
Винты и пылезащита
-
-
 Граверы
Граверы
-
 Сверла присадочные
Сверла присадочные
-
 Диски пильные
Диски пильные
-
 Алмазные диски, чашки и коронки
Алмазные диски, чашки и коронки
-
 Диски алмазные универсальные
Диски алмазные универсальные
-
 Диски алмазные по асфальту
Диски алмазные по асфальту
-
 Диски алмазные по бетону
Диски алмазные по бетону
-
 Диски алмазные по железобетону
Диски алмазные по железобетону
-
 Диски алмазные по керамике
Диски алмазные по керамике
-
 Диски алмазные по камню
Диски алмазные по камню
-
 Диски алмазные по металлу
Диски алмазные по металлу
-
 Чашки алмазные по керамике
Чашки алмазные по керамике
-
 Чашки алмазные по бетону и камню
Чашки алмазные по бетону и камню
-
 Чашки алмазные по металлу
Чашки алмазные по металлу
-
 Чашки шлифовальные по дереву
Чашки шлифовальные по дереву
-
 Пылеудалители для УШМ
Пылеудалители для УШМ
-
 Алмазные гибкие шлифовальные круги
Алмазные гибкие шлифовальные круги
-
 Коронки алмазные универсальные
Коронки алмазные универсальные
-
 Коронки алмазные по керамике
Коронки алмазные по керамике
-
 Коронки алмазные по керамограниту
Коронки алмазные по керамограниту
-
 Коронки алмазные по бетону
Коронки алмазные по бетону
-
 Коронки алмазные по железобетону
Коронки алмазные по железобетону
-
 Коронки алмазные по армированному бетону
Коронки алмазные по армированному бетону
-
 Фрезы алмазные торцевые по бетону
Фрезы алмазные торцевые по бетону
-
-
 Оснастка и инструменты
Оснастка и инструменты
-
 Патроны, гайки и цанги
Патроны, гайки и цанги
-
 Фрезы долбежные
Фрезы долбежные
-
 Фрезы насадные
Фрезы насадные
-
 Насадки для реноваторов
Насадки для реноваторов
-
 Ножи строгальные
Ножи строгальные
-
 Линейки и шаблоны для разметки
Линейки и шаблоны для разметки
-
 Струбцины быстрозажимные
Струбцины быстрозажимные
-
 Приспособления для сверления
Приспособления для сверления
-
 Зенкеры
Зенкеры
-
 Сверла по стеклу и керамике
Сверла по стеклу и керамике
-
 Стамески и подрезатели кромок
Стамески и подрезатели кромок
-
 Оснастка для ручных фрезеров
Оснастка для ручных фрезеров
-
 Шлифовальные приспособления
Шлифовальные приспособления
-
 Комплектующие для ЧПУ фрезера
Комплектующие для ЧПУ фрезера
-
 Фрезы спиральные
Фрезы спиральные
 Фрезы прямые универсальные
Фрезы прямые универсальные
 Фрезы компрессионные
Фрезы компрессионные
 Фрезы для 3D обработки
Фрезы для 3D обработки
 Фрезы сгибочные
Фрезы сгибочные
 Фрезы фасонные
Фрезы фасонные
 Фрезы по металлам
Фрезы по металлам
 Фрезы алмазные PCD
Фрезы алмазные PCD
 Фрезы алмазные шлифовальные
Фрезы алмазные шлифовальные
 Сверла для печатных плат
Сверла для печатных плат
 Граверы прямые
Граверы прямые
 Граверы конические
Граверы конические
 Сверла присадочные монолитные
Сверла присадочные монолитные
 Сверла присадочные усиленные
Сверла присадочные усиленные
 Сверла присадочные чашечные
Сверла присадочные чашечные
 Сверла Форстнера
Сверла Форстнера
 Кольца переходные для пильных дисков
Кольца переходные для пильных дисков
 Диски пильные универсальные
Диски пильные универсальные
 Диски пильные по дереву
Диски пильные по дереву
 Диски пильные по дереву для УШМ
Диски пильные по дереву для УШМ
 Диски пильные по дереву с гвоздями
Диски пильные по дереву с гвоздями
 Диски пильные по ламинату
Диски пильные по ламинату
 Диски пильные по фиброцементу
Диски пильные по фиброцементу
 Диски пильные по алюминию
Диски пильные по алюминию
 Диски пильные по металлу
Диски пильные по металлу
Встречная и попутная фрезеровка. Различия и особенности
Основными критериями эффективности фрезерования являются время обработки и качество получаемых поверхностей. Различные материалы и инструменты требуют настройки соответствующих режимов резания для достижения максимального результата.
Понимание особенностей встречного и попутного направления фрезерования позволяет более точно учитывать условия технологической задачи и добиваться более высокого качества обработки.
При работе, фреза вращается вокруг собственной оси, а так же совершает поступательное движение относительно заготовки. Если направление вращения совпадает с направлением движения заготовки – это попутное фрезерование, если нет – встречное. Наглядно это продемонстрировано на рисунке:
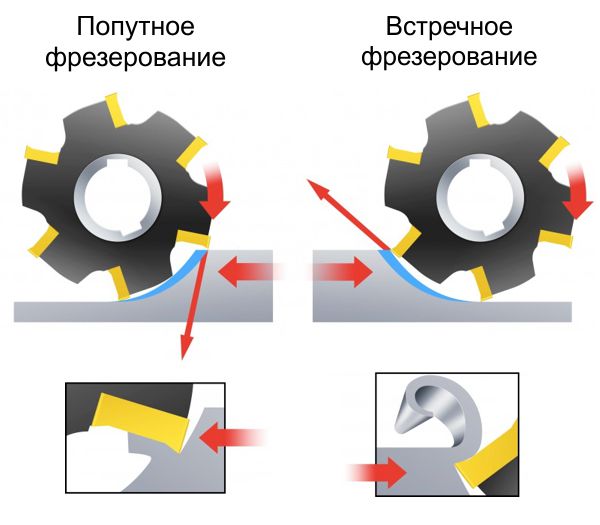
Встречная фрезеровка характеризуется плавным вхождением фрезы в материал. Стружка формируется от тонкой - в начале реза, до толстой - в конце. Это позволяет равномерно нагружать фрезу, что длительно сохраняет режущие свойства ее ножей. Необходимо правильно выбрать шаг и глубину одного прохода, чтобы избежать перегрева фрезы из-за трения при постоянном контакте с заготовкой.
Попутная фрезеровка имеет обратную последовательность съема материала и формирования стружки – от толстой к тонкой. Это направление характеризуется ударной начальной нагрузкой на режущую грань инструмента с последующим уменьшением усилия. Кроме того, в месте реза материал уплотняется за счет деформационных сил, которые передает заготовке фреза. При большем количестве режущих граней у фрезы, ударные нагрузки будут меньшими (при равных скоростях вращения шпинделя и подачи фрезы).
Что выбрать?
Считается, что попутная фрезеровка больше подходит для чистовой обработки, а встречная – для черновой и быстрого раскроя материалов. Но здесь необходимо учитывать особенности инструмента и другие параметры машинной резки, а так же свойства обрабатываемого материала. Например, дерево, в отличие от металла может давать сколы на выходе фрезы из контакта в момент отрыва стружки.
Для долгосрочного и качественного использования инструмента, направление реза необходимо учитывать вместе с выбором фрезы по количеству режущих граней и обрабатываемому материалу. Нужно правильно задавать скорость вращения, подачи и глубину одного прохода. Все это взаимосвязано и требует значительной начальной подготовки. При неправильно заданном режиме, в любом случае, не удастся добиться качественной обработки и можно испортить инструмент.
Небольшой нюанс связан и с креплением заготовки к рабочему столу. Встречное фрезерование дополнительно прижимает заготовку к поверхности, а попутное – наоборот, способствует ее отрыву. Но по причине незначительности этих сил, необходимо просто надежно закрепить заготовку на столе, тем более, что в процессе обработки могут чередоваться встречное и попутное движение инструмента.
Говорить о достоинствах и недостатках встречного, и попутного фрезерования и выбирать какой применить имеет смысл только тогда, когда есть правильное понимание других важнейших параметров и фрезерное оборудование имеет необходимую жесткость конструкции и отсутствие люфтов. Только тогда это будет дополнительным фактором, улучшающим качество фрезеровки.
